
Grinding performance is determined by how well abrasive material, grit size, and bond type function as a system. When these three variables are aligned, manufacturers achieve predictable material removal rates, stable surface finishes, and lower costs per component. When they are mismatched, cycle time increases and grinding defects appear.
Understanding how these elements interact allows industrial users to move from reactive adjustments to controlled optimization.
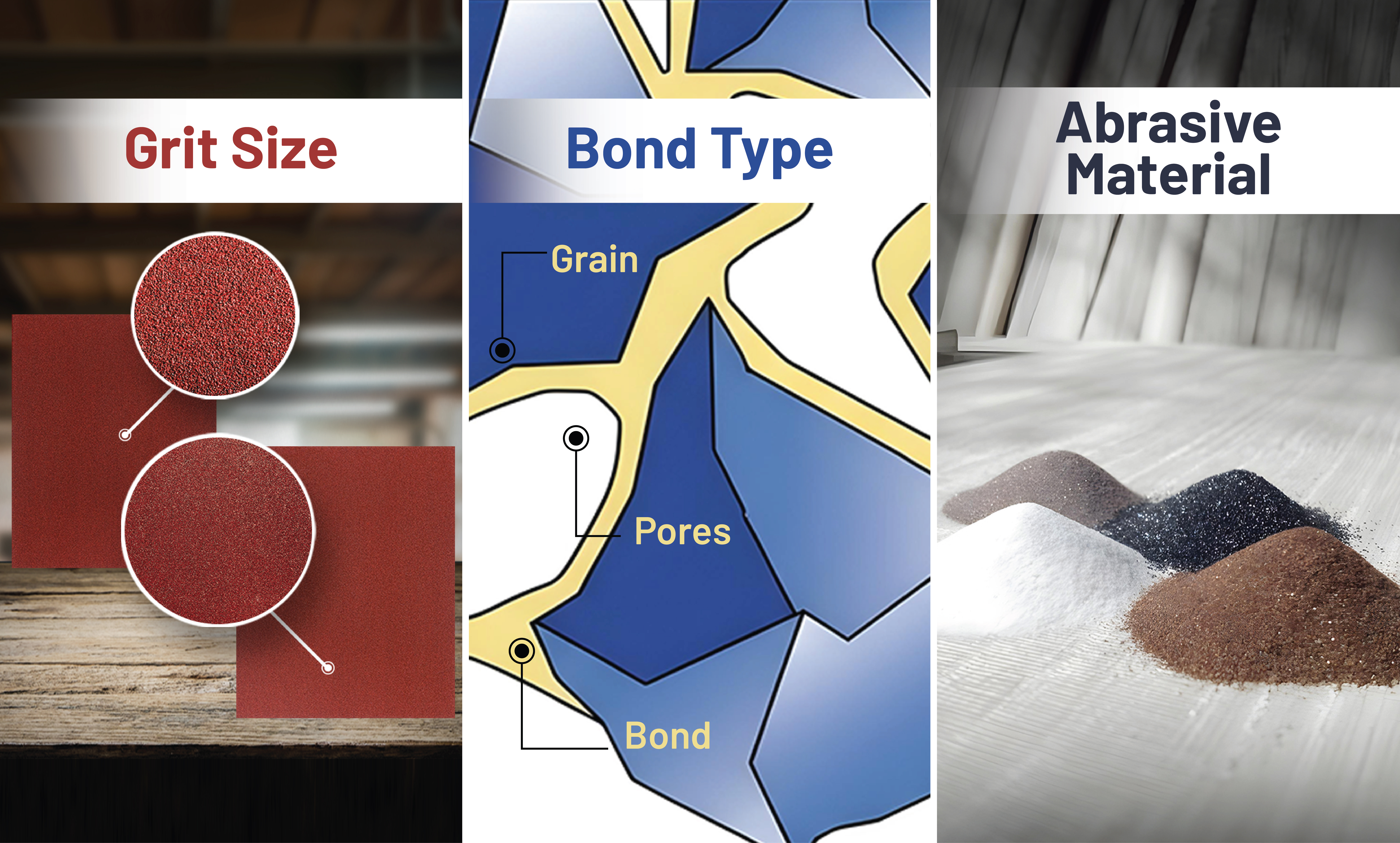
Abrasive Material: The Cutting Foundation
The abrasive grain is the primary cutting element in any grinding wheel. Its composition determines how aggressively it cuts, how it handles heat, and how long it maintains sharpness.
For example, high-performance ceramic abrasives provide sharper cutting action and improved self-sharpening behavior compared to conventional grains. In precision cylindrical applications, using properly engineered CUMI Cylindrical Grinding Wheels
helps maintain dimensional control while improving stock removal efficiency.
In fabrication environments requiring versatility across materials, the CUMI DC Universal Grinding Wheel
offers balanced performance for metal grinding operations.
The abrasive material directly impacts:
- Heat generation
- Tool wear rate
- Dressing frequency
- Surface integrity
Grit Size: Controlling Removal Rate and Finish
Grit size determines the aggressiveness of cutting.
- Coarse grit → Higher stock removal
- Medium grit → Balanced removal and finish
- Fine grit → Smooth surface finish
Incorrect grit selection often results in:
- Excessive grinding passes
- Surface damage
- Increased energy consumption
In gear grinding applications, selecting optimised grit configurations in tools such as the Multi Rib Gear Grinding Wheel
ensures uniform material removal while preserving tooth geometry.
Grit selection must match the stage of grinding—roughing and finishing cannot use identical abrasive configurations.
Bond Type: Structural Control and Stability
Bond type determines how abrasive grains are held and released during grinding.
- Vitrified bonds provide rigidity and dimensional precision
- Resin bonds offer flexibility and shock resistance
- Stronger bonds hold grains longer but may increase heat
In heavy-duty roll grinding operations, engineered solutions such as the Roll Grinding Wheel – Steel
are designed with bond systems that withstand high pressure and extended cycles.
Bond choice affects:
- Wheel wear rate
- Dressing interval
- Thermal stability
- Dimensional accuracy
How These Three Variables Work Together
Grinding performance improves when:
- Abrasive grain matches material hardness
- Grit size aligns with removal stage
- Bond type supports pressure and speed
For example:
- High MRR steel grinding → Advanced abrasive + medium grit + stable bond
- Precision finishing → Fine grit + rigid bond + controlled feed
Optimizing these factors reduces the following:
- Heat generation
- Wheel wear
- Rework
- Cost per component
Why System-Based Selection Reduces Cost
Selecting abrasives based on unit price alone often leads to a higher total operating cost. When abrasive material, grit size, and bond type are evaluated as a combined system, manufacturers achieve the following:
- Stable cycle times
- Lower dressing frequency
- Reduced downtime
- Consistent component quality
Grinding efficiency is not a single-variable adjustment—it is a coordinated system decision.
Frequently Asked Questions
1) What grit size should I use for surface grinding steel components?
For surface grinding steel, the grit size depends on the stage of operation. Use coarse grit (24–46) for initial stock removal where speed matters more than finish. Switch to medium grit (60–80) for general-purpose surface grinding that balances removal rate and surface quality. For finishing passes where tight tolerances and smooth surfaces are required, fine grit (100–120) is appropriate. As a rule, harder steel grades benefit from finer grit selections to avoid surface burns.
2) What is the difference between vitrified and resinoid bonds in grinding wheels?
Vitrified bonds are made from fused ceramic materials and provide high rigidity, porosity, and dimensional stability. They are the preferred choice for precision grinding operations — cylindrical grinding, internal grinding, and surface grinding — where tight tolerances and consistent wheel form are critical. Resinoid bonds use synthetic resin as the bonding agent, which gives the wheel flexibility and shock-absorbing properties. Resinoid wheels are better suited to high-speed grinding, rough grinding, and applications involving interrupted cuts or vibration. If precision and form-holding matter most, choose vitrified. If the application involves impact or speed, choose resinoid.
3) Which abrasive material is best for aerospace aluminium finishing?
For aerospace aluminium finishing, silicon carbide (SiC) is generally the preferred abrasive material. It is sharper and harder than aluminium oxide, cuts freely without generating excessive heat, and produces the surface integrity required for aerospace-grade components. White aluminium oxide is also used where a finer, cooler cut is needed on sensitive alloys. Avoid standard brown aluminium oxide on aluminium — it tends to load quickly and can cause surface smearing. Always pair with an appropriate bond and coolant strategy to meet aerospace surface finish specifications.
4) How does grit size affect material removal rate versus surface finish quality?
Grit size and surface finish have an inverse relationship. Coarser grit removes more material per pass but leaves a rougher surface with deeper scratches. Finer grit removes less material per pass but produces a smoother, more uniform surface finish. In practical terms, a coarse grit (24–46) maximizes material removal rate (MRR) in roughing operations, while a fine grit (100 and above) is used to achieve Ra values required for precision components. Most industrial grinding processes use a two-stage approach—rough with coarser grit and finish with finer grit—to optimize both cycle time and surface quality.
5) What abrasive grade and bond should I specify for automotive camshaft grinding?
Camshaft grinding requires consistent dimensional accuracy across multiple lobes and journals, making abrasive selection critical. A medium-to-hard grade vitrified bonded wheel with aluminium oxide or ceramic abrasive grain is the standard specification. The vitrified bond provides the rigidity needed to hold wheel geometry through the full grinding cycle, while the grade controls how aggressively the wheel self-dresses under load. For high-volume automotive production, ceramic abrasive grain offers superior cut rate and wheel life compared to conventional aluminium oxide, reducing dressing frequency and improving cost per component.
6) Can I use the same grinding wheel for both rough grinding and finishing?
In most industrial applications, using a single wheel for both rough grinding and finishing is not recommended. Rough grinding requires coarser grit and a harder grade to maximize stock removal, while finishing requires finer grit and often a different bond to achieve the target surface finish. Using a compromise wheel for both stages typically results in either slow stock removal during roughing or poor surface finish during finishing—increasing cycle time and rework. A two-wheel process, or a structured wheel change between stages, delivers better results and lower cost per component over a production run.
7) How do I select the right abrasive for foundry cast iron components?
Cast iron grinding in foundry applications involves heavy stock removal from rough castings, often with interrupted cuts and variable hardness across the workpiece. Silicon carbide abrasive is the preferred choice for grey cast iron due to its sharp cutting action and ability to handle the graphite content without loading. For harder grades of cast iron or ductile iron, aluminium oxide or a blended grain may perform better. Bond selection should favour resinoid or semi-vitrified systems that can absorb shock during interrupted cuts. Grit size should start coarse (16–36) for fettling and snag grinding, moving to medium grit for any finishing requirements.


